


Glass fiber reinforced nylon materials are engineered by modifying PA6/PA66 resin with a specific proportion of glass fiber. Nylon on its own lacks sufficient mechanical strength; adding 10–30% glass fiber effectively improves its rigidity and strength. Among these ratios, 30% glass fiber loading is widely recognized as the optimal balance for overall performance. Higher loadings of 40–50% are also achievable with custom formulations to meet the specific requirements of different end-use products.
PART.1 High-Strength Glass Fiber Reinforced Nylon
Nylon compounds with 40–50% glass fiber content are primarily used for manufacturing high-strength gears and heavy-duty components in professional equipment.
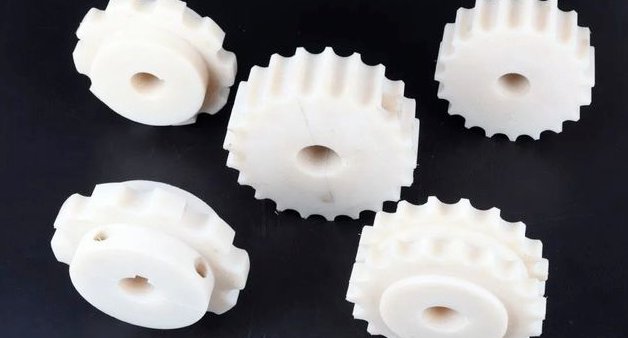
Application: Precision Gears

PA66 + 20% GF delivers high rigidity, dimensional stability, noise reduction, wear resistance, quiet operation, self-lubrication, and antistatic properties.
PART.2 Medium-Strength Glass Fiber Reinforced Nylon
Nylon materials reinforced with 25–35% glass fiber are widely applied in medium-strength parts for automotive components, power tool housings, electric fan blades, impellers, tableware, toys, and more.
Application 1: Automotive Components
Glass-filled PA66 compounds are widely used in automotive parts including engine intake pipes, engine covers, automotive chassis, engine fan blades, and air conditioning evaporators & condensers.
Engine intake pipes use PA66 + 30% GF, capable of withstanding 140°C continuously for over 2000 hours.
Automotive chassis mudguards and engine fan blades rely on PA66 + 30% GF for exceptional toughness, strength, minimal warpage, and high dimensional stability.
Automotive air conditioning evaporators demand excellent warpage resistance, long-term heat resistance, hydrolysis resistance, high dimensional stability, and superior strength & toughness, typically fulfilled by PA66 + 15% GF + 10% Talc.
Application 2: Electronic Connectors
Halogen-free flame-retardant PA66 + 35% GF is widely used in various electronic connectors. These applications require high flowability, dimensional stability, excellent electrical properties, and often flame retardancy—performance only achievable with specially modified nylon materials.

Application 3: High-Power Fan Blades & Impellers
Modified PA66 + 30% GF provides high rigidity, high toughness, low warpage, creep resistance, and hydrolysis resistance for heavy-duty fan blades and impellers.
Application 4: Tableware
Food-grade, heat-resistant, high-flow reinforced PA66 + 30% GF is suitable for food-contact tableware applications.


Application 5: Toy Industry
High-performance modified plastics such as PA66 + 30% GF and PA66 + 30% CF (carbon fiber) are used in toy gun stocks, drone propellers, motor brackets, and other structural toy components.
PART.3 Low-Strength Glass Fiber Reinforced Nylon
Nylon compounds with 10–20% glass fiber are ideal for connectors, tact switches, medical devices, and other precision parts in electronic and electrical products.
Application: Medical Devices
Nylon materials offer unique mechanical strength and skin-friendly texture not found in general plastics. Medical devices such as drop-foot orthoses, rehabilitation wheelchairs, and hospital beds require load-bearing components, commonly manufactured using PA66 + 15% GF.

Processing Guidelines for 30% Glass Fiber Reinforced PA6
30% glass fiber reinforced PA6 is an ideal material for power tool housings, power tool components, engineering machinery parts, and automotive accessories. It features significantly improved mechanical properties, dimensional stability, heat resistance, and aging resistance, with fatigue strength 2.5 times that of unreinforced PA6. Its injection molding process is similar to pure PA6, but slightly higher injection pressure and speed are required due to reduced flowability.
Barrel Temperature: Increase by 10–40°C compared to pure PA6.Minimum melt temperature for PA6 is 220°C. Since 30% GF-reinforced PA6 has lower flowability, barrel temperature should be raised by 10–20°C. Excessively high temperatures cause discoloration, brittleness, and silver streaks; low temperatures lead to material hardening and potential damage to molds and screws.
Mold Temperature: Maintain at 80–120°C.Mold temperature affects crystallinity and shrinkage. Thick-walled parts benefit from higher mold temperatures for increased crystallinity, wear resistance, hardness, and modulus. Thin-walled parts perform better with lower mold temperatures for improved toughness and elongation. For 30% glass fiber reinforced PA6, mold temperature should exceed 80°C.
Part Wall Thickness: Minimum 0.8mm.PA6 has a flow length ratio of 150–200. Recommended wall thickness ranges from 1mm to 3.2mm. Shrinkage increases with part thickness.
Venting Slots: Control below 0.025mm.The flash margin of 30% GF-reinforced PA6 is approximately 0.03mm, so vent slots must be kept under 0.025mm to prevent flashing.
Gate Diameter: Not less than 0.5 × part thickness (t).For submarine gates, the minimum diameter should be 0.75mm.
Shrinkage Rate: Reduced to approximately 0.3%.Pure PA6 has a shrinkage rate of 1.0–1.5%. With 30% glass fiber reinforcement, shrinkage drops to around 0.3%. Higher glass fiber content further reduces shrinkage but may cause surface fiber exposure and poor compatibility; 30% GF provides the best balanced performance.
Regrind Usage: Limited to no more than 3 times.Recycled content should be kept below 25% to avoid discoloration and degraded mechanical properties. Regrind must be properly dried before mixing with virgin material.
Mold Release Agent: Apply sparingly and evenly.Zinc stearate, white oil, or mixed pastes can be used. Small amounts help reduce bubbles, but over-application causes surface defects.
Post-Molding Cooling: Slow cool in hot water.Glass fiber orientation during injection can cause warpage. Improve gate design, raise mold temperature, and cool finished parts slowly in hot water to minimize distortion.

(glass Fiber Reinforced Nylon Compounds – PA6 & PA66 Modified Materials)
Moisture Conditioning for High-Temperature Applications.Parts used in high-temperature environments require moisture conditioning, either via boiling water or potassium acetate solution (1.25:1 ratio with water, boiling point 121°C) at 80–100°C. Treatment time depends on wall thickness: ~2 hours for 1.5mm, ~8 hours for 3mm, and ~16–18 hours for 6mm.
If you need plastic pellets, please contact us for free samples. Click here.



