Polyamide PA66 compound
Qingdao Zhongxinhua Mei Plastic Co., Ltd. is a professional manufacturer of engineering plastic materials. You can order high-quality polyamide 6, paraformaldehyde, polycarbonate, polybutylene terephthalate and acrylonitrile butadiene styrene at favorable prices directly from our factory.






PA66 GF30 | 30% Glass Fiber Reinforced PA66 | Glass Fiber Filled Nylon
Injection molding grade
30% glass fiber reinforced nylon PA66 material
high impact resistant, high strength resistant, customized and factory direct.
Main Applications:
Automotive parts, Electronic Appliances, Power tools, Industrial Gears.
PS:We can provide you with free samples for evaluation and test, please feel free to contact us
Qingdao Zhongxinhuamei Plastic Co., Ltd. is a professional manufacturer of 30% Glass Fiber Reinforced PA66 (PA66 GF30). You can source high-quality PA66 GF30 at competitive prices directly from our factory.

PA66 GF30 is based on PA66 resin filled with 30% glass fiber, featuring high strength, high toughness, excellent wear resistance and corrosion resistance. It also offers outstanding advantages including high dimensional stability, high heat deflection temperature, good electrical insulation, smooth surface finish and easy molding processability.



PA66 GF30 Grade
High‑Flow Injection Molding Grade
PA66 GF30 Applications
Tailored for automotive components, electrical & electronic parts, industrial machinery, and structural parts requiring excellent strength, heat resistance and dimensional stability.

PA66 GF30 Core Features
High strength, high rigidity, heat resistance, dimensional stability, wear resistance, corrosion resistance, good electrical insulation, smooth surface, easy processing, 18 properties one‑stop customization
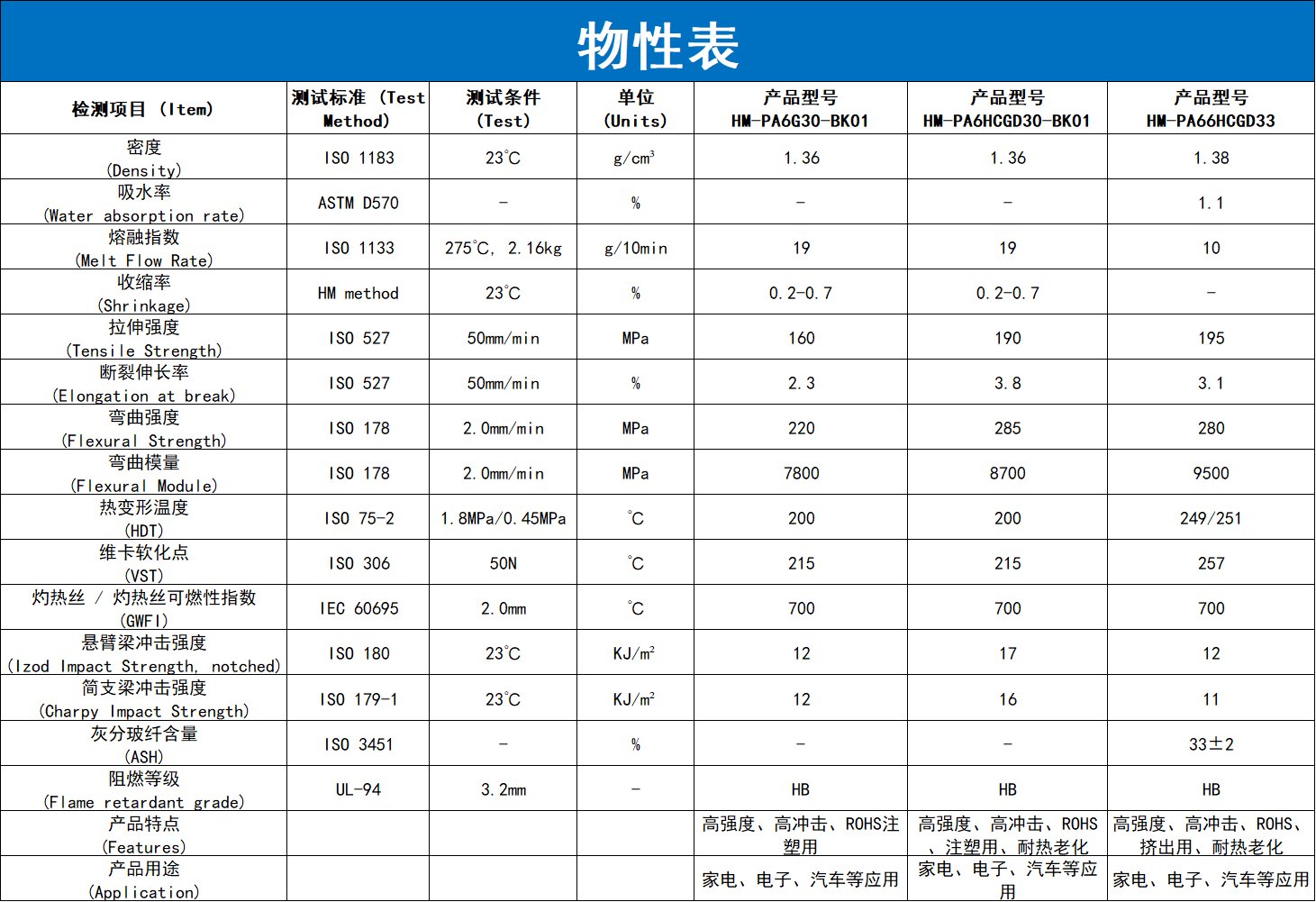
PA66 GF30 Material Properties
High strength, high heat resistance, excellent dimensional stability, good chemical resistance, wear resistant, glass fiber reinforced
 Need more details? Click here to get price table!
Need more details? Click here to get price table!
 Injection Molding Suggestions for PA66 GF30
Injection Molding Suggestions for PA66 GF30
1. Processing Temperature
Barrel Temperature: 270°C – 300°C
Mold Temperature: 80°C – 100°C
2. Injection Speed
Moderate to high injection speed is recommended for complete mold filling and reduced fiber breakage. Excessively high speed may cause shear overheating.
3. Injection Pressure
Typical range: 1000 – 1500 bar, due to higher melt viscosity of glass fiber reinforced PA66.
4. Holding Pressure & Time
Holding pressure: 50% – 70% of injection pressure.Holding time is optimized according to part thickness to avoid sink marks.
5. Screw Design
Low compression ratio screw (2:1 to 3:1) with longer feed zone is suggested to resist abrasion from glass fibers and reduce equipment wear.
6. Drying
Dry at 80°C – 100°C for 2–4 hours before processing to remove moisture
What are the applications of glass fiber reinforced PA6 and PA66?Click here